In today's highly competitive market, companies are constantly seeking innovative materials to meet consumer demands. We are pleased to share a real-life case from a customer, demonstrating the excellent application results of double-layer fabric dyeing, and discussing the potential value of this high-quality material.
Our client is a company specializing in high-end clothing manufacturing, and they are well-known in the market for their unique designs and high-quality fabrics. In order to further enhance the competitiveness of their products, they decided to try double-dyed fabrics.
After selecting the double-layer cloth-dyed fabric, the customer conducted multiple rounds of testing to ensure its suitability in the production process. In close cooperation with our technical team, they successfully applied the fabric into the design of new products, thereby achieving better windproof and thermal insulation effects.
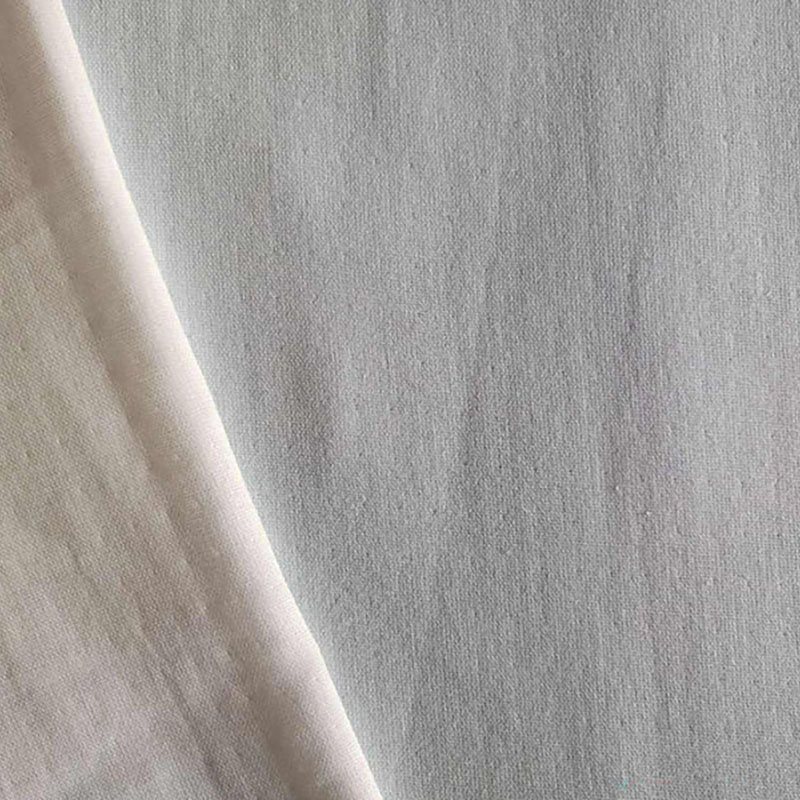
After successfully launching the new product, the customer gave us positive feedback. They specifically mentioned that double-layer dyed fabrics not only enhance the quality of clothing, but also improve consumers' experience. According to consumer feedback, the new products have received high ratings in terms of comfort and durability.
Through real cases from customers, we believe that double-layer dyed fabrics have significant advantages in improving product competitiveness. This innovative material not only meets market demand, but also enhances consumer purchasing confidence. We look forward to working with more partners to explore more application possibilities.
 53
|
53
|
 Oxford cloth dyed printed fabric
Polyester cotton blend
Tensile strength
Lightweight
Modern Life
258
|
Keep warm in winter
High durability
Soft texture
Oxford cloth dyed printed fabric
Polyester cotton blend
Tensile strength
Lightweight
Modern Life
258
|
Keep warm in winter
High durability
Soft texture
.jpg?x-oss-process=image/resize,h_300,m_lfit/format,webp) 365
|
Yarn-dyed flannel yarn
High-quality textiles
Nantong Qianjun Textile
365
|
Yarn-dyed flannel yarn
High-quality textiles
Nantong Qianjun Textile
.jpg?x-oss-process=image/resize,h_300,m_lfit/format,webp) 404
|
Yarn-dyed flannel yarn
High-quality textiles
Nantong Qianjun Textile
46
|
Seersucker dyed fabric
Summer Fashion
Breathability
Comfort
customer story
404
|
Yarn-dyed flannel yarn
High-quality textiles
Nantong Qianjun Textile
46
|
Seersucker dyed fabric
Summer Fashion
Breathability
Comfort
customer story
.jpg?x-oss-process=image/resize,m_fill,h_100,w_100/format,webp)





.jpg?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)




.jpg?x-oss-process=image/resize,m_fill,h_400,w_400/format,webp)
.jpg?x-oss-process=image/resize,m_fill,h_100,w_100/format,webp)